







I. Introduction to EN 10210 Hot-Rolled Hollow Structural Sections
EN 10210 is the European standard for hot-rolled hollow structural sections (HSS), primarily used for steel components subjected to static loads or structural framing support.
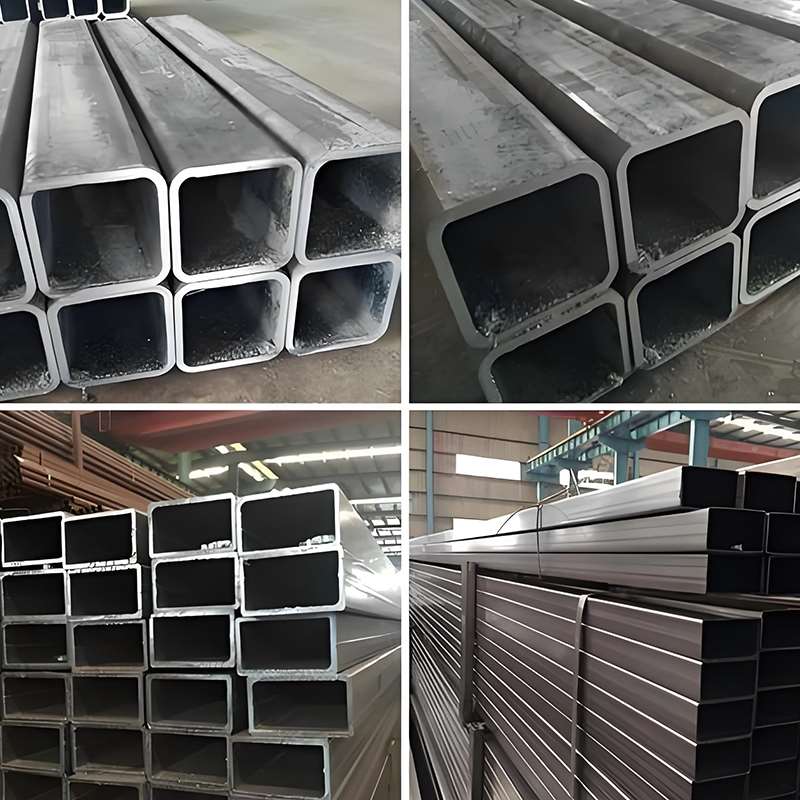
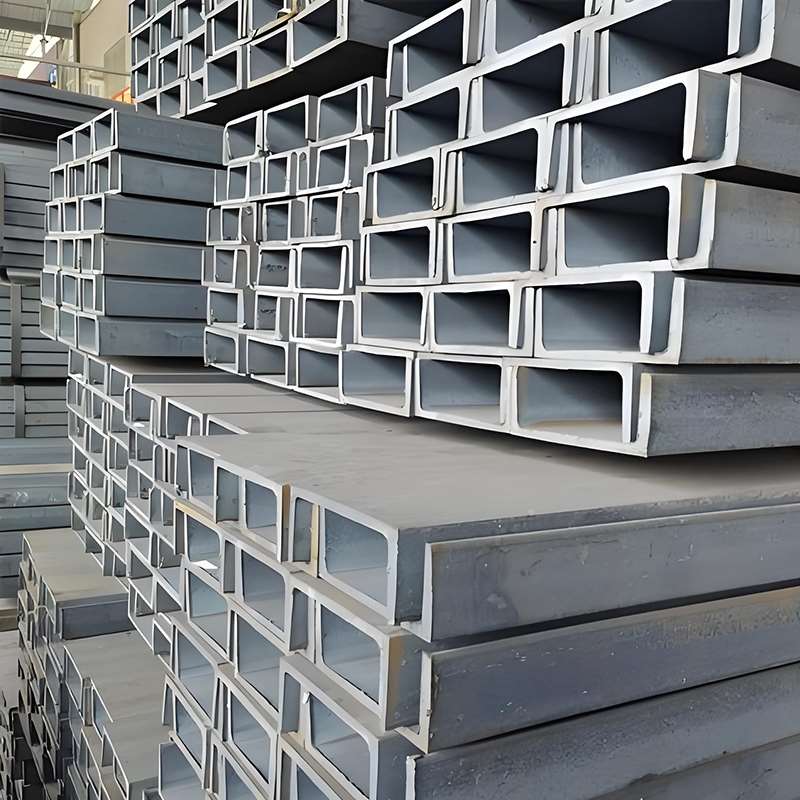
This standard covers hollow sections with circular, square, and rectangular cross-sections, manufactured from high-quality structural carbon steel. These sections exhibit high strength, good toughness, and uniform mechanical properties.
The hot-rolling process ensures precise cross-sectional dimensions, smooth surfaces, and uniform wall thicknesses, facilitating welding, machining, and joining.
Widely used in building structures, bridges, industrial plants, support frameworks, and columns/beams of high-rise buildings, these sections can withstand substantial loads while minimizing self-weight.
Compared to cold-formed hollow sections, EN 10210 hot-rolled sections offer superior load-bearing capacity and stability, making them one of the most commonly used load-bearing materials in modern construction and industrial structures.
II. EN 10210 Parameters for Hot-Rolled Structural Hollow Sections
| Parameter Name | Value / Range | Remarks |
|---|---|---|
| Material | Structural steel grades S235, S275, S355, etc. | Complies with EN 10210 standard requirements |
| Section Type | Circular, Square, Rectangular | Hot finished hollow section |
| Outside Diameter / Width | Circular: 21.3 mm – 508 mmSquare/Rectangular: 40×40 mm – 400×400 mm | Large diameters can be customized according to customer requirements |
| Wall Thickness | 2.5 mm – 25 mm | Uniform wall thickness to ensure load-bearing capacity |
| Length | 6 m – 12 m (standard), customizable | Can be tailored to transportation and project requirements |
| Weight | Calculated based on section size and wall thickness | Theoretical weight = cross-sectional area × length × steel density (7.85 t/m³) |
| Mechanical Properties | Yield Strength: S235 ≥ 235 MPaS275 ≥ 275 MPaS355 ≥ 355 MPa | Tensile strength and elongation meet EN 10210 standards |
| Surface Treatment | Hot-dip galvanizing, painting, fireproof coating | Selected based on environmental conditions |
| Application | Building structures, bridges, industrial workshops, frame supports | Suitable for load-bearing and structural framework applications |
III. Application Analysis of EN 10210 Hot-Rolled Structural Hollow Sections
EN 10210 hot-rolled structural hollow sections are widely used in load-bearing structures such as buildings, bridges, and industrial plants. Their load-bearing capacity, stability, and stiffness vary significantly depending on cross-sectional shape and material grade. Therefore, selection must be based on analysis of specific project loads and structural requirements.
i. Comparative Analysis of Structural Performance
Common cross-sectional shapes for hot-rolled hollow sections include circular hollow sections (CHS), square hollow sections (SHS), and rectangular hollow sections (RHS). Each cross-sectional shape offers distinct advantages in load-bearing capacity and construction convenience, as detailed in the following table:
| Pipe Type | Load Characteristics | Stability | Stiffness | Typical Applications |
|---|---|---|---|---|
| Circular Tube (CHS) | Uniform load distribution, good torsional performance | Moderate stability, prone to local buckling | High torsional stiffness, moderate bending stiffness | Guardrails, light supports, short-span beams, truss web members |
| Square Tube (SHS) | Uniform bending stress, large section modulus | Good stability | High bending stiffness, easy to weld | Building columns, beams, workshop supports, medium-span trusses |
| Rectangular Tube (RHS) | Maximum load-bearing surface, strong bending resistance | High stability | Maximum bending stiffness, suitable for long spans | Trusses, bridge main beams, long-span industrial beams and columns |
As shown in the table, round tubes are suitable for components subjected to light loads or minimal torsional forces due to their symmetrical cross-sections and uniform stress distribution. Square and rectangular tubes, with their larger sectional moment of inertia and higher bending stiffness, are better suited for load-bearing columns, beams, and large trusses.
ii. Real-world Engineering Application Examples
In actual engineering projects, pipe selection is primarily based on load-bearing requirements, span length, and construction conditions. For example:
| Project Case | Pipe Type | Size / Specification | Structural Function | Selection Reason |
|---|---|---|---|---|
| Industrial Workshop Main Beam | Rectangular Tube (RHS) | 300×200×12 mm S355 | Carry bending moment of long-span beam | Large sectional load capacity, stable welded connections |
| Bridge Truss Web Member | Circular Tube (CHS) | Ø89×4 mm S275 | Resist tension, compression, and torsion | Good torsional performance, lightweight, easy installation |
| High-Rise Building Frame Column | Square Tube (SHS) | 200×200×10 mm S355 | Carry vertical loads and bending moments | Large section modulus, convenient for construction welding |
These examples demonstrate that selecting pipe types requires consideration not only of external dimensions but also of material grades, wall thicknesses, and stress conditions to ensure structural safety and cost-effectiveness.
iii. Summary of Selection Logic
Columns: Prioritize square or rectangular tubes, as they bear vertical loads and bending moments
Beams: Large spans/heavy loads → Rectangular tubes; Lightweight short beams → Round tubes
Trusses: Complex load-bearing with numerous nodes → Rectangular or square tubing; Light-load diagonal members → Round tubing
Material Grade and Wall Thickness Selection: High load-bearing capacity or large spans → S355 high-strength steel with correspondingly increased wall thickness; Lightweight structures → S235 or S275 sufficient
IV. Manufacturing Process and Application Value of EN 10210 Hot-Rolled Structural Hollow Sections
EN 10210 standard hot-rolled structural hollow sections are primarily manufactured using hot-rolling processes, with raw materials consisting of low-alloy or carbon structural steel plates or steel strips.
The production process generally includes the following steps:
Billet Heating: Billets are heated in high-temperature furnaces to 1100–1250°C to ensure plasticity and rollability.
Rolling Formation: Billets are rolled into desired square, rectangular, or circular hollow sections via hot rolling mills. Wall thickness and dimensional accuracy are controlled through multiple rolling passes.
Straightening and cutting: Rolled sections undergo straightening to correct bending and warping before being cut to standard lengths.
Surface treatment and inspection: Processes such as pickling, sandblasting, or painting are applied per customer specifications. Concurrently, dimensional, wall thickness, mechanical property, and weldability tests are conducted to ensure compliance with EN 10210 standards.
In practical applications, these processes directly impact users and procurement personnel:
| Process Stage | Impact on Performance | Procurement or Usage Recommendation |
|---|---|---|
| Heating & Rolling | Uniform heating ensures steel strength and toughness, reducing cracking risk | Pay attention to material grade and hot-rolling performance, especially for load-bearing structural steel |
| Wall Thickness Rolling | Precise control of wall thickness ensures structural load capacity | For building or mechanical support structures, select hot-rolled sections with ±5% tolerance |
| Straightening & Cutting | Ensures straightness and flatness of sections, facilitating installation | Reduces on-site cutting and straightening work, saving construction costs |
| Inspection & Surface Treatment | Improves corrosion resistance and service life | For outdoor or industrial environments, choose sections with protective coating or paint |












{kind=link}
{kind=link}
{kind=link}
{kind=link}