







I. Introduction to ASTM A53 Grade B Black Steel Pipe
ASTM A53 Grade B black steel pipe is a commonly used seamless or welded carbon steel pipe primarily employed for conveying water, steam, air, and general mechanical structures. Compared to Grade A, Grade B pipe offers enhanced wall thickness and pressure-bearing capacity, making it more suitable for medium-to-high pressure pipelines and industrial tubing.
Features:
Material: Low-carbon steel
Process: Seamless or straight seam welded (ERW)
Surface treatment: Black oxide scale or galvanized
Applications: Building piping, water/gas transmission, boiler piping, mechanical structural piping
Standards: ASTM A53/A53M
II. ASTM A53 Grade B Black Steel Pipe Key Parameters Table
| Parameter Category | Description |
|---|---|
| Standard | ASTM A53 / A53M |
| Grade | Grade B |
| Type | Seamless Pipe, ERW (Electric Resistance Welded) Pipe |
| Outer Diameter (OD) Range | 1/2″ – 12″ (≈ 21.3 mm – 323.9 mm) |
| Wall Thickness (WT) Range | 0.109″ – 0.500″ (≈ 2.77 mm – 12.7 mm), selected according to Schedule (SCH) standards, e.g., SCH 40, SCH 80 |
| Length | Standard 6 m or 12 m; custom lengths available upon request |
| Surface Treatment | Black steel (mill scale), Galvanized |
| Typical Applications | Water, steam, air, and gas pipelines; medium- and low-pressure boiler pipes; construction and mechanical structural tubes; industrial and municipal piping networks |
III. ASTM A53 Black Steel Pipe Grades
ASTM A53 carbon steel pipes are primarily divided into two grades:
Grade A
Grade B
Grade C is occasionally referenced in the standard, but Grade A and Grade B are predominantly used in most practical applications.
Comparison of Grade A and Grade B
| Item | Grade A | Grade B | Comparison / Notes |
|---|---|---|---|
| Applicable Type | Seamless or welded pipe | Seamless or welded pipe | Both can be chosen as seamless or welded |
| Wall Thickness Range | Generally thinner | Can be thicker | Grade B allows thicker walls, higher pressure capacity |
| Pressure Capacity | Low-pressure applications | Medium- to low-pressure applications | Grade B is suitable for higher working pressure |
| Yield Strength | Lower | Higher | Grade B has higher strength, better for industrial pipelines and high-pressure transport |
| Typical Applications | Water, steam, air pipelines | Water, steam, gas, boiler, and structural mechanical pipes | Grade B has wider application, suitable for medium- and high-pressure situations |
| Cost | Relatively low | Relatively high | Grade B is slightly more expensive due to thicker walls and higher pressure capacity |
Summary:
Grade A: Suitable for low-pressure, light-load applications, primarily used in general water supply, steam, and air pipelines.
Grade B: Suitable for medium-low pressure or high-demand pipelines, featuring thicker walls and higher pressure ratings. Commonly used in gas, boiler, mechanical structural, and industrial pipelines.
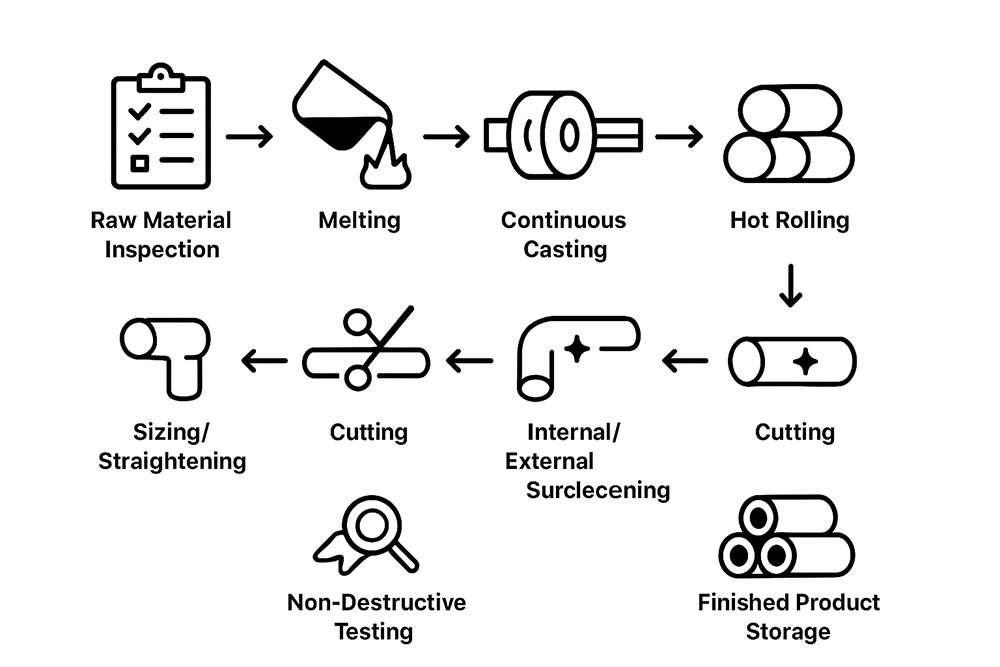
IV. Manufacturing Processes and Types of ASTM A53 Grade B Black Steel Pipe
i. Manufacturing Process Types
ASTM A53 Grade B black steel pipe primarily employs two manufacturing processes:
Seamless Pipe
Process: Formed by extrusion or piercing heated steel billets, resulting in pipe without weld seams.
Characteristics:
Uniform wall thickness
High strength and excellent pressure-bearing capacity
Suitable for high-pressure and thick-walled pipelines
Applications: Boiler piping, high-pressure gas pipelines, industrial transport pipelines
Electric Resistance Welded (ERW) Pipe
Process: Steel strip coiled into a pipe blank, welded into a pipe body via high-frequency resistance welding.
Characteristics:
High production efficiency, relatively low cost
High dimensional accuracy
Suitable for medium- and low-pressure pipelines
Applications: Municipal water supply pipelines, gas pipelines, mechanical structural tubing
ii. Surface Treatment Types
Black Steel: Standard surface finish, low cost, suitable for indoor or protected environments.
Galvanized: Enhanced corrosion resistance, suitable for outdoor or humid environments.
Epoxy coating or plastic lining (e.g., PE/PP lining) on both inner and outer surfaces: Used for potable water pipelines or gas pipelines with high corrosion resistance requirements.
iii. Seamless Pipe vs. Straight Seam Welded Pipe (ERW) Differences
| Item | Seamless Pipe | ERW (Electric Resistance Welded) Pipe | Comparison / Notes |
|---|---|---|---|
| Manufacturing Process | Heated steel billet pierced or extruded into pipe, no weld seam | Steel strip rolled into pipe billet, welded by high-frequency resistance welding | Seamless pipe has no weld seam; ERW pipe has a welded seam |
| Pipe Wall Structure | Uniform wall thickness | Slight variation at the weld seam may exist | Seamless pipe has better wall uniformity; welds in ERW pipe require inspection |
| Dimensional Accuracy | Lower precision | High precision, OD and WT controllable | ERW pipe has more stable dimensions, suitable for mass installation |
| Pressure Capacity | High | Medium to low | Seamless pipe is suitable for high-pressure applications |
| Production Cost | High | Relatively low | ERW pipe has higher production efficiency and lower cost |
| Applications | High-pressure boiler pipes, industrial pipelines, thick-wall pipes | Municipal water, gas, mechanical structure, thin-wall pipes | Selection depends on service environment and pressure requirements |
V. ASTM A53 Grade B Black Steel Pipe Installation Guide
i: Pipe Inspection
Inspect pipe surfaces for dents, cracks, or scratches.
For welded pipes, focus on verifying weld integrity and absence of cracks.
Confirm pipe outer diameter, wall thickness, and length meet design specifications.
ii: Fitting and Dimension Verification
Verify that flanges, elbows, tees, and other fittings match the specified dimensions.
Confirm that the pipe’s Schedule (SCH) wall thickness meets the design pressure requirements.
iii: Cutting and Deburring
Use professional cutting tools to ensure clean, straight cuts.
Remove burrs from cut edges to prevent sealing or welding issues.
Clean slag from welded pipe ends.
iv: Pipe Support and Fixing
Install brackets, hangers, or clamps to secure pipes.
Maintain standard support spacing to prevent sagging or uneven stress.
Allow expansion space for thermal expansion and contraction.
v: Joint Connection and Sealing
Ensure welded pipe joints are uniform and reliably sealed.
Tighten flange connection bolts evenly to prevent leaks.
Position sealing gaskets correctly to guarantee effective sealing.
vi: Pipe Cleaning and Flushing
Before installation, remove iron filings, dust, and oil residues from the pipe interior.
After installation, flush or purge the pipes to ensure internal cleanliness.
vii: Corrosion Prevention and Surface Protection
Avoid scratching hot-dip galvanized or coated pipe surfaces.
If surface damage occurs on-site, promptly touch up paint or repair the anti-corrosion coating.
For outdoor installations, implement shielding or UV protection measures.
vii: Pressure Testing and Acceptance
After installation, conduct hydraulic or pneumatic pressure tests.
Inspect welds, joints, and seals section by section.
Confirm no leaks or deformation before putting into service.
Construction Notes
Replace any abnormal pipes discovered during construction immediately.
Regular pipeline inspections effectively prevent leaks or corrosion during long-term use.
Strictly adhere to design requirements and installation specifications at every step.














{kind=link}
{kind=link}
{kind=link}
{kind=link}