In the fields of oil and gas transportation, municipal water supply, and bridge engineering, Spiral Submerged Arc Welded (SSAW) pipes have become the “backbone” of modern infrastructure due to their outstanding cost efficiency and large-diameter manufacturing capability.
However, as an experienced pipeline engineer, I must remind procurement decision-makers: standards (such as API 5L) are only the entry threshold—the manufacturing process is the true essence of quality. Even for the same specification, a pipe produced in a factory with precision control systems can differ dramatically in weld stability and fatigue resistance compared to one from a low-end workshop.
This article takes you inside the production line and breaks down the 10 core manufacturing stages of SSAW steel pipes, helping you identify real quality differences when evaluating suppliers.
I. Raw Materials: The True Source of Quality
The performance of spiral steel pipes depends up to 70% on the parent material—Hot Rolled Steel Coil.
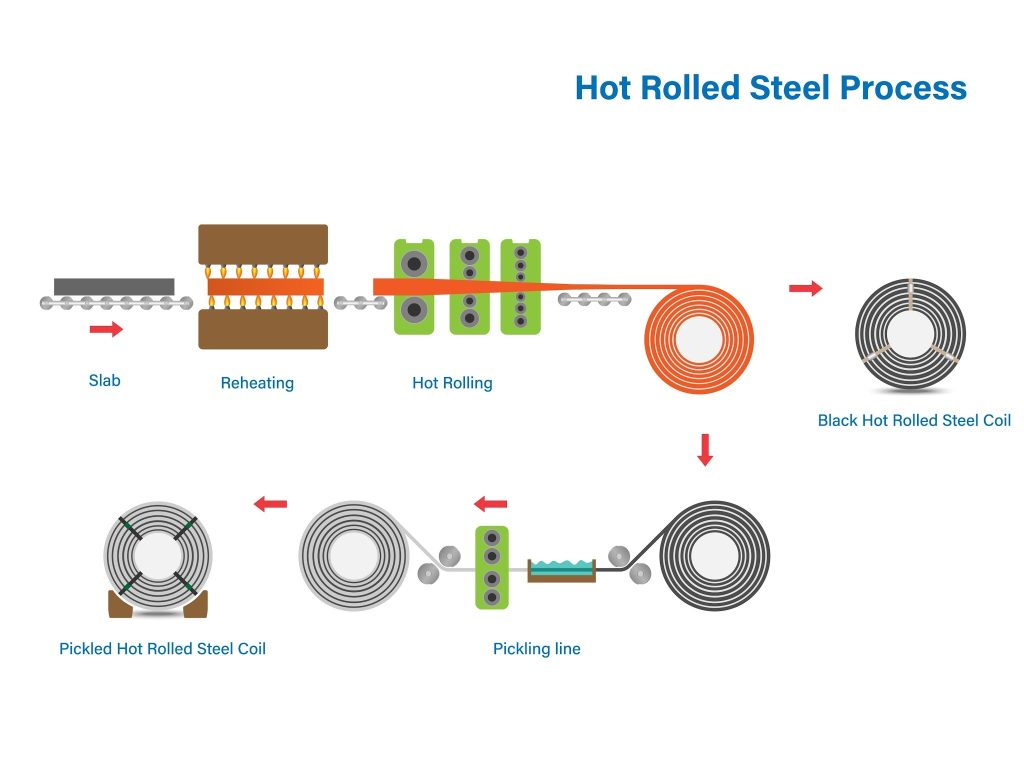
In high-pressure oil and gas projects, we not only focus on nominal steel grades (such as X52, X60), but also pay close attention to the following key factors:
- Chemical purity: Extremely low levels of sulfur (S) and phosphorus (P), which directly determine weld toughness.
- Dimensional tolerance: Thickness inconsistency in steel coils can lead to stress concentration in the formed pipe body.
- Mechanical consistency: Ensures uniform weldability across different batches during field welding operations.
II. Key Manufacturing Process: Lean Production of SSAW Pipes
1. Leveling & Edge Milling
After uncoiling, the steel strip must undergo precision leveling to eliminate residual stress. Then, edge milling is performed to form a standardized “X” or “V” groove.
Engineering Note:
Groove accuracy directly determines the fusion quality of subsequent submerged arc welding. Improper cleaning or angle deviation can easily lead to critical defects such as lack of fusion.
2. Spiral Forming
The steel strip is fed into the forming machine at a specific helix angle. Through three-roll or multi-roll forming, it is continuously rolled into a pipe shape.
Core Principle:
The advantage of spiral forming is its flexibility—by adjusting the forming angle, pipes of different diameters can be produced using the same steel coil width, significantly improving production efficiency and flexibility.
3. Double Submerged Arc Welding (DSAW)
This is the “heart” of SSAW production. We apply fully automatic double-sided welding:
- Inside weld: Provides root support and ensures internal smoothness.
- Outside weld: Supplies the primary structural strength.
Technical Advantage:
Submerged arc welding is performed under a flux layer, ensuring arc stability and precise heat-affected zone (HAZ) control, resulting in excellent mechanical properties of the weld seam.
III. Strict Quality Inspection System: The Final Gate of No Compromise
In international bidding projects, without complete inspection documentation, steel pipes are essentially worthless.
1. Non-Destructive Testing (NDT) – The “Medical Check-up” of Steel Pipes
We implement a triple-layer inspection system:
- Ultrasonic Testing (UT): Real-time online detection of internal weld defects such as porosity and slag inclusion.
- Radiographic Testing (RT): X-ray imaging for critical areas or pipe ends, used for permanent quality records.
- Hydrostatic Test (Hydro Test): A mandatory 100% pressure test to verify the overall pressure-bearing capacity of the pipe body.
2. Geometric Dimension Inspection
Includes outer diameter (OD), wall thickness (WT), out-of-roundness, and straightness.
For butt-welding applications, end roundness tolerance must be controlled at the millimeter level.
IV. Anti-Corrosion Coating: The Key to Extending Service Life by 30+ Years
Soil and environmental corrosion is the “invisible killer” of pipelines. Depending on project conditions, SSAW pipes are typically combined with:
- 3PE Coating: The preferred global solution for buried pipelines, combining epoxy adhesion and polyethylene toughness.
- FBE Coating: Excellent chemical resistance, commonly used in oil and gas transmission pipelines.
- Cement Mortar Lining: Ideal for large-scale potable water transmission projects.
V. Engineering Procurement Advice: How to Avoid the “Low-Price Trap”
As an experienced engineer, I strongly recommend evaluating suppliers beyond price alone and focusing on the following quality assurance documents:
- MTC (Mill Test Certificate): Must comply with EN 10204 3.1 or 3.2 standards.
- API 5L Certification: Verify validity and scope (PSL1 or PSL2).
- Online UT Records: Confirm whether the factory has 100% automatic in-line inspection or only offline sampling.
- Pipe End Protection: High-quality manufacturers apply bevel protectors (caps or rings) to prevent damage during transportation and shipping.