





I. Introduction to 3PE Anti-corrosion Steel Pipe
3PE anti-corrosion steel pipe is a type of anti-corrosion pipe material that uses a three-layer polymer anti-corrosion system (3-Layer Polyethylene, 3PE) on the surface of the steel pipe. Its structure consists of an epoxy primer layer (FBE) + an adhesive layer + a polyethylene (PE) outer layer.
The epoxy primer layer bonds tightly to the steel pipe, providing excellent anti-corrosion and corrosion protection; the middle adhesive layer ensures a strong adhesion between the primer and the outer polyethylene layer; the outer high-density polyethylene layer forms a robust protective layer, effectively resisting corrosion from soil, moisture, and chemical media.
3PE anti-corrosion steel pipe combines strong corrosion resistance, high mechanical strength, and strong impact resistance, making it ideal for long-term transportation systems in corrosive environments such as buried water, gas, oil, and chemical pipelines, while extending pipeline service life and reducing maintenance costs.
II. 3PE Anti-corrosion Steel Pipe Anti-corrosion Structure
The anti-corrosion layer of 3PE anti-corrosion steel pipe adopts a three-layer polymer anti-corrosion system (3-Layer Polyethylene, 3PE). Each layer has a different function, forming a robust and durable protective structure:
| Layer | Material | Function & Role |
|---|---|---|
| Primer Layer (FBE, Epoxy Powder Coating) | Epoxy resin powder coating | Bonds tightly to the steel pipe, providing a corrosion-resistant base and isolating moisture and corrosive media |
| Intermediate Adhesive Layer | Hot-melt adhesive | Connects the primer and outer polyethylene layer, ensuring the integrity and adhesion of the entire anti-corrosion coating, preventing delamination |
| Outer Layer (Polyethylene PE) | High-density polyethylene (HDPE) | Provides mechanical protection and a corrosion-resistant barrier, resisting soil, groundwater, and external impact damage |
Features and Functions:
Triple-layer synergistic protection → Primer for corrosion protection, intermediate layer for bonding between layers, and outer layer for resistance to mechanical damage.
Strong corrosion resistance → Can be used long-term in buried, groundwater, or acidic/alkaline soil environments.
Superior mechanical properties → The outer PE layer is robust and wear-resistant, protecting the primer from damage during construction, handling, and backfilling.
III. Main Parameters of 3PE Anti-corrosion Steel Pipe
| Item | Specification |
|---|---|
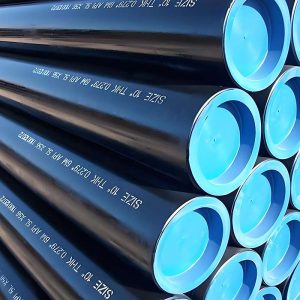
| Product Name | 3PE Anti-Corrosion Steel Pipe (3-Layer Polyethylene Coated Steel Pipe) |
| Material | Q195, Q235, Q345 or carbon steel according to ASTM A53, A106, etc. |
| Pipe Diameter (OD) | 20 mm ~ 1219 mm (commonly DN20~DN1200) |
| Wall Thickness (WT) | 2.0 mm ~ 25 mm (customizable per project requirements) |
| Length (L) | Standard 6 m, 12 m; customizable lengths available |
| Coating Composition | Primer layer (FBE epoxy powder) + Intermediate adhesive layer + Outer layer HDPE |
| Coating Thickness | 0.3–0.5 mm (FBE primer) + 0.1–0.3 mm (adhesive) + 2.0–3.0 mm (outer PE) |
| Adhesion | ≥ Grade 1 (compliant with SY/T 0414, ISO 21809-1) |
| Surface Condition | Smooth, uniform, free of bubbles, delamination, or cracking |
| End Type | Plain End, Threaded End, Flanged End |
| Applicable Standards | SY/T 0414, ISO 21809-1, GB/T 12771 |
| Main Applications | Underground water supply, gas, oil, chemical, and thermal transport pipelines |
| Working Pressure | ≤ 2.5 MPa (depending on pipe diameter and wall thickness) |
| Service Life | Up to 30+ years (depending on corrosive environment and construction quality) |
IV. Classification and Application Areas of 3PE Anti-corrosion Steel Pipes
| Category | Main Features | Typical Application Areas | Selection Reference |
|---|---|---|---|
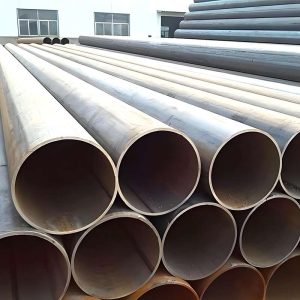
| 3PE Anti-Corrosion Seamless Steel Pipe | Seamless pipe body, high pressure resistance, excellent mechanical properties, strong corrosion resistance | High-pressure water pipelines, gas pipelines, oil & chemical transport pipelines, thermal transport pipelines | Suitable for high-pressure, highly corrosive environments, and projects with high pipe strength requirements |
| 3PE Anti-Corrosion ERW (Electric Resistance Welded) Pipe | Made from hot-rolled or cold-rolled strip steel with longitudinal seam welding; relatively low cost, moderate pressure resistance | Municipal water mains, industrial circulating water pipes, low-pressure gas pipelines | Suitable for medium- and low-pressure applications; cost-effective projects |
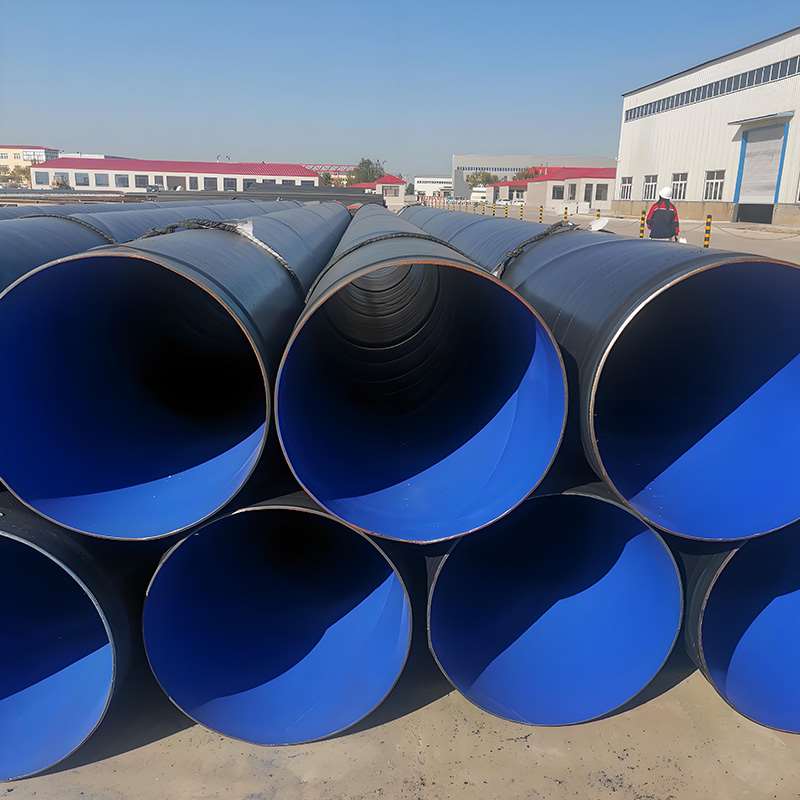
| 3PE Anti-Corrosion Spiral Welded Pipe (LSAW / SSAW) | Spiral welded, suitable for large-diameter steel pipes; good pressure resistance; ideal for long-distance pipelines | Underground water mains, long-distance oil pipelines, long-distance natural gas pipelines | Suitable for large-diameter, long-distance pipelines in highly corrosive environments, especially buried trunk pipelines |
| 3PE Anti-Corrosion Flanges / Elbows / Fittings | Used in conjunction with pipelines; corrosion protection consistent with the pipes | Water supply, gas, oil, chemical pipeline networks | For pipeline connections and directional changes, ensuring consistent corrosion protection throughout the system |
Selection Recommendations:
- High pressure, high strength requirements → Prioritize 3PE anti-corrosion seamless steel pipe
- Medium to low pressure, cost-sensitive requirements → 3PE anti-corrosion straight seam welded pipe (ERW) is an option
- Large diameter, long distance transportation → 3PE anti-corrosion spiral welded pipe (LSAW/SSAW) is recommended
- System fittings → Use 3PE anti-corrosion flanges and elbows to ensure continuous corrosion protection
V. Comparison table of 3PE anti-corrosion steel pipes and other anti-corrosion steel pipes
| Anti-Corrosion Type | Coating Structure | Corrosion Resistance | Mechanical Protection | Construction Difficulty | Typical Applications | Key Features Summary |
|---|---|---|---|---|---|---|
| 3PE Anti-Corrosion Steel Pipe | FBE Primer + Adhesive Layer + PE Outer Layer | High | High | Medium | Buried water supply, gas, oil, thermal pipelines | Three-layer synergistic protection, corrosion-resistant, impact-resistant, suitable for high-pressure and underground projects |
| FBE Epoxy Powder Coated Pipe | Single-layer FBE epoxy powder | Medium-High | Medium | Low | Municipal water supply, industrial circulating water | Strong adhesion, corrosion-resistant, easy to construct, but moderate mechanical impact resistance |
| Epoxy Bitumen Coated Pipe | Epoxy primer + Bitumen coating | High | Medium | Relatively High | Underground water, gas, oil pipelines | Strong corrosion protection, resistant to soil corrosion, but complex construction and sensitive to temperature variations |
| Internal & External Epoxy Coated Pipe | Epoxy coating inside and outside | Medium-High | Medium | Medium | Underground water, industrial liquid pipelines | Corrosion protection both inside and outside, safe for conveyed medium, but outer layer prone to scratches and moderate impact resistance |
| Single-layer PE Coated Pipe | PE coating | Medium | High | Low | Municipal water supply, low-pressure gas | Strong mechanical protection from outer layer, moderate corrosion resistance, suitable for medium- and low-pressure environments |
| Glass Reinforced Plastic (GRP) Composite Pipe | Fiberglass + Resin | High | Medium-Low | High | Industrial circulating water, acid/base liquid transport | Lightweight, corrosion-resistant, maintenance-free, but limited pressure resistance and complex construction |









{kind=link}
{kind=link}
{kind=link}
{kind=link}