





I. What are SSAW Carbon Steel Pipes?
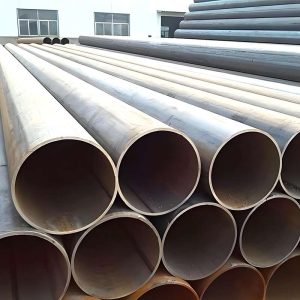
SSAW carbon steel pipes are welded steel pipes manufactured from hot-rolled steel coils using a spiral forming and double-sided submerged arc welding (SAW) process.
The weld seam is distributed in a continuous spiral pattern, resulting in a relatively uniform stress distribution when the pipe is under pressure, making it particularly suitable for manufacturing large-diameter steel pipes.
Key Features:
- Can produce ultra-large diameter steel pipes
- High raw material utilization rate
- Relatively low unit cost
- Suitable for long-distance, low-to-medium pressure transportation systems
II. SSAW Carbon Steel Pipes: Suitable Applications
i. Water Supply and Drainage Engineering
(1) Applicable Scenarios:
- Raw water transmission pipelines
- Urban water supply and drainage networks
- Industrial circulating water systems
- Agricultural irrigation pipelines
(2) Why are they suitable?
- Can be manufactured in extra-large diameters, reducing the number of welds.
- Operating pressure is typically low to medium pressure.
- Significantly lower cost than seamless pipes and LSAW pipes.
- Long service life when combined with internal and external anti-corrosion coatings (such as FBE, 3LPE).
(3) Practical Suggestions:
For buried water transmission projects, priority should be given to confirming the anti-corrosion system and water pressure test records.
ii. Municipal Infrastructure Projects
(1) Applicable Scenarios
- Urban underground utility tunnels
- Rainwater and sewage drainage systems
- Municipal renovation projects
(2) Why is it suitable?
- Short delivery time, suitable for projects with tight deadlines
- Flexible pipe diameter specifications and strong customization capabilities
- Easy for on-site welding and installation
(3) Points to note:
Municipal engineering projects usually have high requirements for appearance and dimensional consistency; attention should be paid to controlling ovality and straightness.
iii. Steel Pipe Piles and Pile Foundation Engineering (Structural Applications)
(1) Applicable Scenarios
- Building foundation piles
- Bridge and dock pile foundations
- Temporary or permanent support structures
(2) Why is it suitable?
- Large diameter and thick wall specifications are easily achievable
- Excellent bending resistance
- Significantly lower cost than seamless structural pipes
(3) Key Points:
- Focus on the minimum measured wall thickness
- 100% ultrasonic testing (UT) of welds is recommended
- Hydrostatic testing is usually not required, but dimensions and weld quality are very important
iv. Structural and Engineering Applications
(1) Applicable Scenarios
- Steel structure supports
- Bridge auxiliary structures
- Large-diameter structural pipes for industrial equipment
(2) Why is it suitable?
- Low internal pressure requirements
- Greater focus on structural strength and rigidity
- SSAW pipes offer excellent cost-effectiveness for large-sized structural components
v. In which scenarios is it not recommended to prioritize the use of SSAW carbon steel pipes?
- High-pressure natural gas transmission pipelines
- Extreme low or high temperature conditions
- Highly corrosive media where reliable corrosion protection is not possible
- Designs that are extremely sensitive to weld direction
III. Six Key Points to Consider When Purchasing SSAW Carbon Steel Pipes
- Does the standard meet the intended application?
Water supply/municipal: EN 10219, GB/T 9711
Oil and gas related: API 5L (confirm PSL level) - Weld inspection ratio
100% weld UT is a basic requirement
Whether RT is required depends on the project specifications - Wall thickness tolerance control
Usually ±10% is required
For piling projects, pay attention to the minimum measured wall thickness - Is the anti-corrosion plan clearly defined?
Buried projects: 3LPE / FBE
Temporary or indoor use: Painting or rust-proof oil - Pipe end processing requirements
Plain end or beveled end
Whether machined beveling is required - Are all factory documents complete?
Material certificate (MTC)
Non-destructive testing report
Hydrostatic test record
IV. Common Problems and Misconceptions about SSAW Carbon Steel Pipes
Misconception 1: SSAW pipes cannot be used in pressure systems.
In reality, with reasonable design pressure and proper testing, SSAW pipes can be perfectly used in medium and low-pressure conveying systems.
Misconception 2: Spiral welds are always inferior to straight welds.
Weld quality depends on the welding process and inspection level, not the shape of the weld itself.
Misconception 3: Focusing only on price, ignoring standards.
Low prices but non-compliant with standards often lead to higher risks in the long run.







{kind=link}
{kind=link}
{kind=link}
{kind=link}