





I. Overview of High-Strength LSAW Carbon Steel Pipes
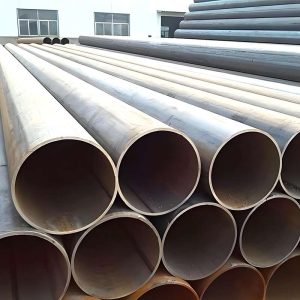
High-strength LSAW carbon steel pipes are manufactured using the longitudinal submerged arc welding (LSAW) process and possess excellent compressive strength and corrosion resistance.
These pipes utilize high-strength carbon steel materials, enabling them to withstand higher pressures and external impacts. They are suitable for large-diameter, high-strength pipeline projects, particularly in the oil, natural gas, chemical, and offshore platform industries, offering enhanced safety and reliability.
Main Features:
- High Strength: Superior tensile strength and yield strength, suitable for high-pressure pipelines.
- Welding Performance: Utilizes submerged arc welding (SAW) process, ensuring weld quality and pipe strength.
- Wide Range of Applications: Widely used in oil, natural gas, offshore platforms, and other engineering projects.
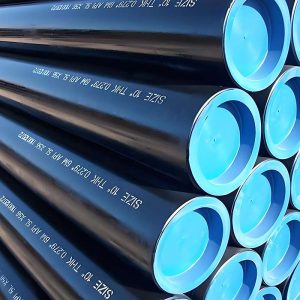
- Strong Corrosion Resistance: Adaptable to harsh working environments, such as seawater and acidic/alkaline media.
Application Areas:
- Oil and natural gas long-distance pipelines
- High-pressure industrial pipelines
- Offshore oil and gas platform pipelines
- Municipal and large-scale construction projects
II. Main Advantages of High-Strength LSAW Carbon Steel Pipes
- High Pressure Resistance
The use of high-strength materials enables them to withstand extremely high working pressures, making them suitable for long-distance pipelines, deep-sea pipelines, and other engineering projects. - Superior Corrosion Resistance
Suitable for harsh working environments, such as chemical corrosion and seawater corrosion. - Reliable Welding Performance
The LSAW process ensures the strength of the welded joints and stable weld quality, making it suitable for high-strength pipeline projects. - Application in Large-Diameter and Thick-Walled Pipes
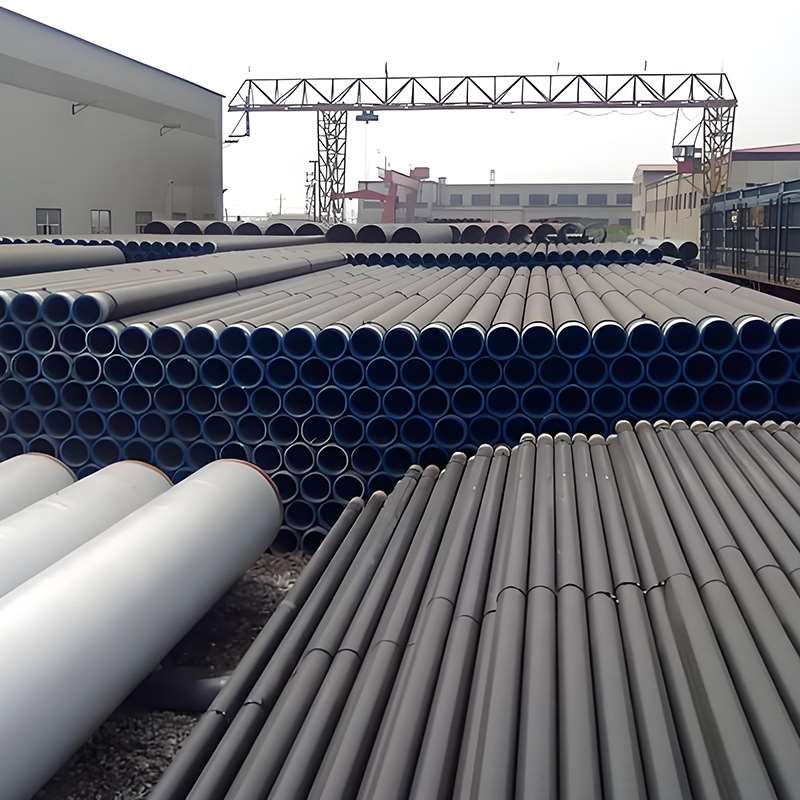
Particularly suitable for the production of large-diameter and thick-walled pipes, meeting the needs of ultra-large-scale engineering projects.
III. Common steel grades for high-strength LSAW carbon steel pipes
| Steel Grade | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Typical Applications |
|---|---|---|---|---|
| X42 | ≥ 290 | 415–560 | ≥ 25 | General onshore oil and gas pipelines |
| X46 | ≥ 315 | 415–580 | ≥ 22 | Medium- to low-pressure pipelines, industrial piping |
| X52 | ≥ 355 | 455–620 | ≥ 22 | Onshore long-distance oil and gas transmission pipelines |
| X60 | ≥ 415 | 485–650 | ≥ 20 | High-pressure long-distance transmission pipelines |
| X65 | ≥ 450 | 510–680 | ≥ 18 | High-pressure pipelines and critical engineering projects |
| X70 | ≥ 485 | 535–710 | ≥ 18 | Large-diameter, high-pressure pipelines and offshore pipelines |
| X80 | ≥ 550 | 585–690 | ≥ 15 | Special high-pressure pipelines or deepwater pipelines |
IV. Chemical Composition of High-Strength LSAW Carbon Steel Pipes
| Steel grade | C (%) | Mn (%) | P (%) | S (%) | Si (%) | Carbon equivalent CE (%) |
| X42 | ≤0.28 | 0.60–1.35 | ≤0.03 | ≤0.03 | 0.10–0.40 | ≤0.43 |
| X46 | ≤0.30 | 0.60–1.35 | ≤0.03 | ≤0.03 | 0.10–0.40 | ≤0.45 |
| X52 | ≤0.26 | 0.60–1.35 | ≤0.03 | ≤0.03 | 0.10–0.40 | ≤0.42 |
| X60 | ≤0.26 | 0.60–1.35 | ≤0.03 | ≤0.03 | 0.10–0.40 | ≤0.42 |
| X65 | ≤0.26 | 0.60–1.35 | ≤0.03 | ≤0.03 | 0.10–0.40 | ≤0.42 |
| X70 | ≤0.26 | 0.60–1.35 | ≤0.03 | ≤0.03 | 0.10–0.40 | ≤0.42 |
| X80 | ≤0.23 | 0.80–1.50 | ≤0.03 | ≤0.03 | 0.10–0.40 | ≤0.44 |
V. High-Strength LSAW Carbon Steel Pipe Application Fields and Selection Recommendations
1. Onshore Oil Pipelines
- Application Fields: Suitable for onshore oil pipelines of oil companies and pipeline engineering projects.
- Common Operating Conditions: Medium to low pressure, normal temperature, general environmental conditions; transporting crude oil or light oil.
- Selection Recommendations: Steel grades X42–X52 are recommended, PSL1 is sufficient; wall thickness is determined according to design pressure and pipe diameter. Pipe lengths are typically 12–18m, and the surface can be treated with epoxy or hot-dip galvanizing for corrosion protection.
2. Onshore Gas Pipelines
- Application Fields: Used for long-distance natural gas transmission pipelines, including urban gas or industrial gas pipelines.
- Common Operating Conditions: High pressure, long-distance transmission, potentially involving complex terrain; sometimes accompanied by moderately corrosive environments.
- Selection Recommendations: Steel grades X52–X60 are recommended, PSL2 is suggested; wall thickness is selected according to the pipeline’s working pressure; anti-corrosion coatings (such as epoxy powder, epoxy coal tar) can be added to enhance pipeline durability and ensure long-term safe operation.
3. Offshore Oil and Gas Platform Pipelines
- Application Areas: Pipelines for transporting crude oil, natural gas, and chemical liquids on offshore oil and gas platforms.
- Common Operating Conditions: High pressure, low temperature, seawater environment, susceptible to wind and waves; requires meeting complex offshore engineering safety standards.
- Selection Recommendations: Steel grade X65–X70, PSL2 must be selected; wall thickness should be appropriately increased to withstand high pressure and external forces; high surface corrosion protection is required, usually using 3PE or epoxy coating; welds must undergo full inspection (UT/RT) to ensure welding quality.
4. Long-Distance Pipeline Projects
- Application Areas: Long-distance oil and gas transportation projects across regions, provinces, or even countries.
- Common Operating Conditions: High pressure, long distance, complex terrain, and variable environment; high requirements for pipeline strength and welding quality.
- Selection Recommendations: Steel grade X60–X70, PSL2 should be selected; large diameter and high wall thickness are preferred; welds must undergo full ultrasonic or radiographic inspection to ensure safe operation; epoxy powder or 3PE coating can be selected for pipeline corrosion protection.
5. Industrial Pipelines
- Application areas: High-pressure pipeline systems in industrial facilities such as chemical plants, refineries, and power plants.
- Common operating conditions: High pressure, liquid or gas transportation, some conditions involve corrosive media; pipelines are mostly of medium diameter.
- Selection recommendations: Steel grades X52–X65, PSL1 or PSL2 depending on the criticality of the project; wall thickness determined by process pressure, surface corrosion protection selected according to operating conditions, such as epoxy or thermal spray zinc.
6. Municipal Water Supply/Drainage Pipelines
- Application areas: Urban water supply, drainage, and medium-to-low pressure water transmission networks.
- Common operating conditions: Medium to low pressure, normal temperature, ordinary water quality environment; low corrosivity.
- Selection recommendations: Steel grades X42–X52, PSL1 is sufficient; wall thickness selected according to SCH40/SCH80 standards, conventional anti-corrosion treatment is sufficient, such as epoxy coating or thermal spray zinc.







{kind=link}
{kind=link}
{kind=link}
{kind=link}