





I. Overview of Thick-Walled LSAW Structural Pipes
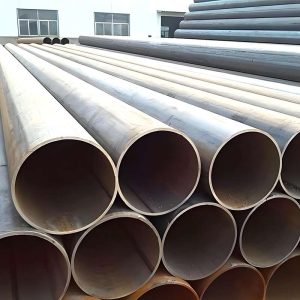
Thick-walled LSAW (Longitudinal Submerged Arc Welding) structural pipes are large-diameter, high-strength steel pipes manufactured using the longitudinal submerged arc welding process.
They feature uniform welds and stable wall thickness, possessing high load-bearing capacity and excellent mechanical properties. They are widely used in construction, bridges, pile foundations, heavy industrial structures, and pipeline support projects.
Product features include:
- High strength and durability: Able to withstand heavy loads and long-term use in large structures.
- Precise dimensions: Strict tolerances on outer diameter, wall thickness, and length for easy installation and construction.
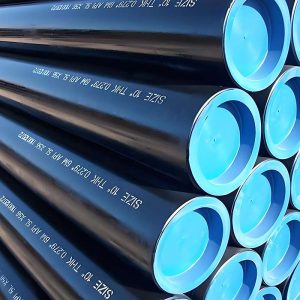
- Wide adaptability: Can be hot-dip galvanized, painted, corrosion-treated, or acid-pickled according to project requirements.
- Multiple specifications available: Outer diameter 219–1420 mm, wall thickness 10–50 mm, length 6–12 m, meeting various engineering needs.
II. Applications and Selection of Thick-Walled LSAW Structural Pipes
1. Bridge Engineering Procurement
Procurement Concerns: High load-bearing capacity, weld quality, durability
Selection Recommendations:
- Outer diameter: 273–1420 mm, wall thickness 20–50 mm
- Material: 16Mn, Q345B, or high-strength steel
- Surface treatment: Anti-corrosion coating or hot-dip galvanizing
2. Building Structure Procurement
Procurement Concerns: Ease of construction, machinability, moderate load-bearing capacity
Selection Recommendations:
- Outer diameter: 168–508 mm, wall thickness 10–20 mm
- Material: 16Mn, Q345B
- Surface treatment: Painting or galvanizing
III. Recommendations for Standard Selection in Different Engineering Scenarios
| Engineering Application | Recommended Standard | Selection Rationale |
|---|---|---|
| Bridge Engineering | GB/T 1591 + LSAW / API 5L | High load-bearing capacity with strict requirements on weld quality |
| Pile Foundation / Pipe Piles | ASTM A252 / API 5L | Excellent compressive and bending resistance with good durability |
| Building Steel Structures | GB/T 13793 / ASTM A500 | Good constructability with controllable cost |
| Heavy Industrial Structures | API 5L / EN 10219 | Designed for long-term loading with high structural stability |
| Pipe Racks and Structural Supports | GB/T 3091 / ASTM A500 | Suitable for medium loads with high cost-effectiveness |
IV. Key Clauses to Focus on During Procurement and Acceptance
- Weld Inspection Requirements
Is 100% UT/RT non-destructive testing required? - Mechanical Properties
Do the yield strength and tensile strength meet the design requirements? - Dimensions and Tolerances
Especially the negative tolerance of the wall thickness of thick-walled pipes. - Steel Grade and Base Material Standards
Are specific grades such as Q345B, S355, and ASTM Gr.B clearly specified? - Additional Requirements
Corrosion protection, heat treatment, low-temperature impact testing, etc.









{kind=link}
{kind=link}
{kind=link}
{kind=link}