





I. Overview of ERW Galvanized Steel Pipes
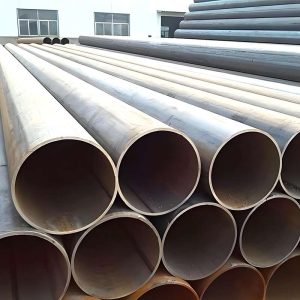
ERW galvanized steel pipes are steel pipes manufactured by forming hot-rolled or cold-rolled steel strips into pipe blanks using high-frequency resistance welding (ERW), followed by galvanizing.
They possess advantages such as cost-effectiveness, high processing precision, and strong corrosion resistance, and are widely used in industries, construction, water supply and drainage, gas transportation, structural support, and other fields.
Main Features:
- High Dimensional Accuracy: Continuous weld seam, uniform outer diameter and wall thickness, facilitating installation and connection.
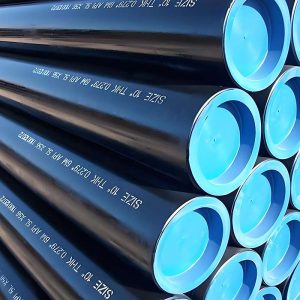
- Corrosion-Resistant and Durable: Hot-dip galvanized or electroplated surface effectively extends the service life of the pipe, suitable for outdoor and humid environments.
- Economical and Efficient: Lower cost and higher production efficiency compared to seamless pipes.
- Wide Range of Applications: Can be used for medium and low-pressure fluid transportation, industrial structural support, building frameworks, and municipal pipelines, etc.
II. Application Areas of ERW Galvanized Steel Pipes
| Application | Service Conditions | Selection Recommendation |
|---|---|---|
| Municipal Water Supply Pipelines | Medium to low pressure water supply, long-term underground installation | Select SCH40–SCH80 ERW galvanized pipes with moderate wall thickness; corrosion protection ≥ 50 μm; pipe diameter to be calculated based on flow rate |
| Gas Transmission Pipelines | Medium to low pressure gas service, outdoor environment | Hot-dip galvanized ERW pipes are recommended; wall thickness SCH40 or above; weld seams to be ultrasonically tested to ensure safety |
| Industrial Pipelines | Liquid conveyance or structural support in industrial plants | Select SCH40–SCH80 based on conveyed media and operating pressure; galvanized or epoxy coating for corrosion protection |
| Structural Support in Buildings | Indoor and outdoor steel structures, sheds, scaffolding | ERW pipes with uniform wall thickness and tight OD tolerance; galvanized finish for corrosion resistance; suitable for welding or bolted connections |
| Agricultural / Irrigation Systems | Underground or open-air water conveyance and sprinkler systems | SCH40 ERW galvanized pipes recommended; corrosion-resistant and rust-proof to ensure durability |
| Outdoor Fences, Railings & Pipe Fittings | Outdoor exposure with high corrosion resistance requirements | Use hot-dip galvanized ERW pipes with zinc coating thickness ≥ 60 μm for enhanced weather resistance |
III. Selection Recommendations for ERW Galvanized Steel Pipes
When selecting ERW galvanized steel pipes, first consider the pipe’s intended use, the environment it will be used in, and the pressure it will withstand. This is the core starting point for the entire selection process.
1. Clarify Purpose and Operating Conditions
For municipal water supply, gas transmission, or industrial liquid pipelines, the pipe primarily withstands fluid pressure.
For building structural support, scaffolding, or temporary structures, the pipe withstands force and weight.
Different uses determine which aspects of the pipe you should focus on, such as wall thickness, corrosion resistance, and steel grade.
2. Select Appropriate Wall Thickness and Diameter
For low-pressure water pipes or lightweight structures, SCH10~SCH40 wall thickness is usually sufficient.
For medium-pressure pipelines or industrial pipes, SCH40~SCH80 is safer and more reliable.
The pipe diameter should be calculated based on flow rate, pressure, and construction site layout to ensure smooth flow of water, gas, or liquid, and to facilitate installation.
3. Consider Corrosion Protection Needs
For outdoor or buried environments, hot-dip galvanized ERW pipes must be selected, with a galvanizing layer of at least 50μm for long-term corrosion resistance.
For chemical or humid environments, epoxy coating or 3PE anti-corrosion treatment can be chosen.
For dry indoor environments or temporary pipelines, black pipes or simple painted pipes can be selected to save costs.
4. Pay Attention to Steel Grade and Mechanical Properties
Ordinary pipelines can use Q195~Q345 carbon steel; for high-pressure or high-strength structural applications, high-strength X42~X52 steel should be selected.
The steel grade directly affects the pipe’s pressure bearing capacity and safety, and is one of the key parameters for selection.
5. Ensure Weld and Dimensional Tolerances are Qualified
The weld strength of ERW pipes usually reaches or slightly exceeds that of the base material, but ultrasonic testing (UT) or radiographic testing (RT) must be performed for critical pipelines or high-pressure applications.
Uniformity of outer diameter and wall thickness is also important, especially for structural applications or secondary processing, as it directly affects pipe fitting and construction efficiency.
6. Consider Length and Construction Convenience
Standard lengths are usually 6-12 meters. Choose an appropriate length based on the construction site layout to reduce on-site welding or connection points and improve construction efficiency.









{kind=link}
{kind=link}
{kind=link}
{kind=link}