





I. Introduction to ERW Carbon Steel Pipes
i. Core Definitions and Terminology Analysis
ERW: An abbreviation for Electric Resistance Welding, a process that heats the edges of steel plates using high-frequency current and welds them under pressure.
Carbon Steel Pipe: Manufactured from carbon steel with a carbon content typically ranging from 0.06% to 2%, it combines strength with weldability and is the most commonly used steel pipe material in industry.
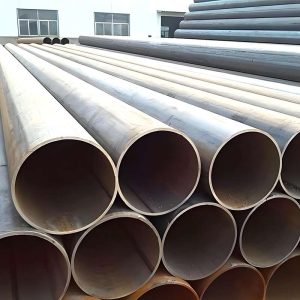
ERW Carbon Steel Pipe: Combining both characteristics, this refers to carbon steel straight seam welded pipes manufactured using the high-frequency resistance welding process.
In municipal water supply and drainage systems, as well as gas transmission and distribution networks, ERW carbon steel pipes are extensively used in medium- and low-pressure pipeline projects. Produced through welding, they feature robust welds and uniform wall thickness, ensuring the safe and reliable transportation of water, natural gas, and liquefied petroleum gas.
Owing to their low cost, high production efficiency, and ease of installation, they have become the standard piping material for urban water supply networks, gas distribution systems, and industrial building pipelines.
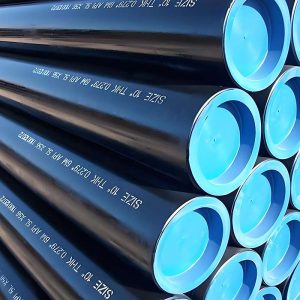
Furthermore, through corrosion-resistant treatments such as galvanization, epoxy coating, or plastic coating, the durability and corrosion resistance of ERW carbon steel pipes are significantly enhanced, meeting the long-term service requirements of modern municipal and industrial pipelines.
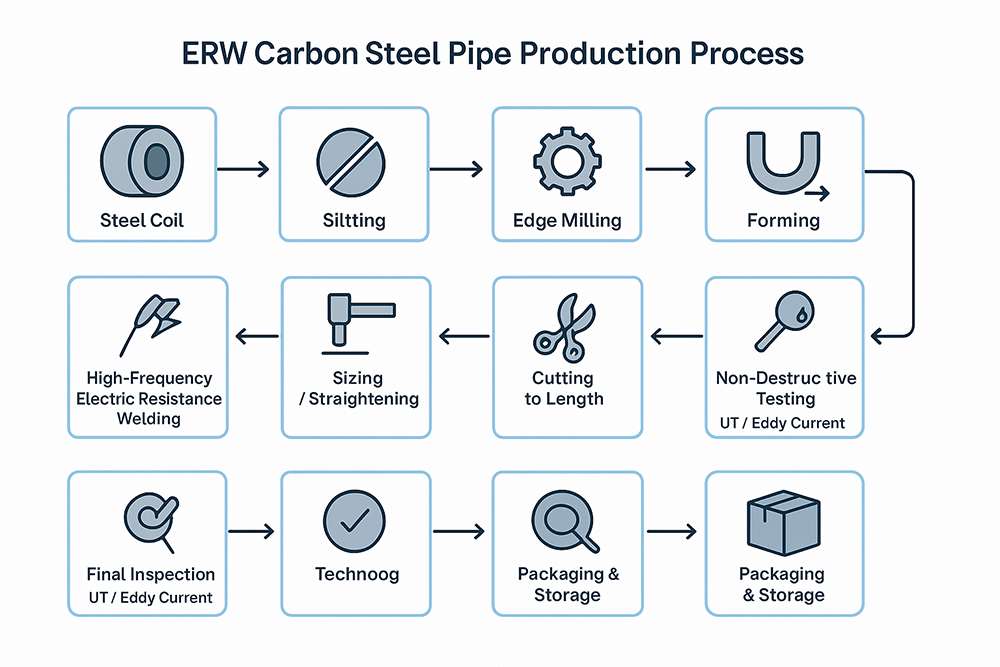
ii. ERW Carbon Steel Pipe Manufacturing Process
(1) Raw Material Preparation
High-quality hot-rolled coil is selected as raw material.
The coil features superior surface quality with tight thickness tolerances (within ±0.05mm).
It exhibits a dense microstructure free of columnar grain zones, shrinkage cavities, and porosity.
The material undergoes pre-treatment including slitting, decoiling, leveling, end trimming, strip butt welding, and loop storage.
(2) Forming Process
Roll-forming technology is employed.
The strip is progressively curved by the forming machine’s rollers.
This ultimately forms a circular pipe blank, preparing it for subsequent welding.
(3) High-Frequency Welding
Utilizes the skin effect and proximity effect of high-frequency current.
Heats the edges of the pipe blank to 1350-1400°C, melting the metal.
Under the action of squeeze rollers, the molten metal achieves metallurgical bonding to form the weld seam.
Strictly controls welding speed, pressure, and other parameters to ensure weld quality.
(4) Burr Removal
A circular cutter is used to remove burrs from both the inner and outer surfaces of the weld.
The height of internal burrs is controlled between -0.2 and 0.5 mm.
This ensures a smooth and flat inner surface of the steel pipe, reducing fluid resistance.
(5) Weld Heat Treatment
The weld zone is processed using a medium-frequency induction heating device.
After heating to 927°C (AC3 point), air cooling or water cooling is performed.
This eliminates welding stresses, refines grain structure, and enhances weld properties.
It ensures the weld’s mechanical properties match those of the base metal.
(6) Sizing and Straightening
Pipes enter the sizing machine for outer diameter and wall thickness adjustment.
Ensures dimensions meet standard requirements (diameter ±0.5%, wall thickness ±10%).
Improves pipe straightness and reduces bending deformation via the straightening machine.
(7) Quality Inspection
Performs ultrasonic testing to detect internal defects.
Perform hydrostatic testing to validate pressure-bearing capacity.
Verify dimensional tolerances to ensure precision compliance.
Test mechanical properties such as tensile strength and bending.
Meet standards including API 5L and GB/T 9711.1.
(8) Surface Treatment and Packaging
Apply surface treatments like rust removal and painting.
Protect pipe surfaces from corrosion to extend service life.
Final packaging facilitates transportation and storage.
II. Types of ERW Carbon Steel Pipes
i. Classification by Application
| Type | Main Standard | Typical Application | Features |
|---|---|---|---|
| ERW Pipe for Transportation | API 5L PSL1/PSL2 | Transport of oil, natural gas, water, and other fluids | High weld quality requirements; hydraulic testing and non-destructive testing needed |
| ERW Pipe for Structural Use | ASTM A500, EN 10219, GB/T 6728 | Building structures, steel structures, bridge supports | High dimensional accuracy, good strength, smooth surface |
| ERW Pipe for General Use | ASTM A53 Gr.A/B, GB/T 3091 | Transport of low-pressure fluids, mechanical components | Wide range of applications, cost-effective |
| ERW Pipe for Pipeline Accessories | BS 1139, ASTM A135 | Scaffolding, supports, protective tubes | Thinner wall thickness, standardized outer diameter |
| ERW Pipe for Firefighting and Water Supply | ASTM A53, EN 10255 | Building fire protection pipelines, water supply and drainage projects | Often used with internal/external coatings (e.g., plastic coating or galvanization) |
ii. Classified by Material Grade
| Material | Features | Applications |
|---|---|---|
| Low Carbon Steel (Q195, Q215, Q235, Gr.A) | Good weldability, high plasticity | Construction, mechanical structures |
| Medium Carbon Steel (Gr.B, S275, S355) | High strength, suitable for medium-pressure transport | Industrial pipelines, support structures |
| High-Strength Line Pipe Steel (X42–X70) | High tensile strength, good corrosion resistance | Long-distance oil and natural gas pipelines |
iii. Classified by Surface Treatment Method
| Type | Features | Typical Applications |
|---|---|---|
| Black Pipe | Surface not galvanized, coated with anti-rust oil or painted | Industrial pipes, structural pipes |
| Galvanized ERW Pipe | Surface hot-dip galvanized or electro-galvanized | Water supply, fire protection, HVAC systems |
| Coated ERW Pipe | Inner and outer walls coated with epoxy or PE | Water supply and drainage, chemical, environmental protection systems |
| Anti-Corrosion ERW Pipe | External anti-corrosion layer | Buried or subsea pipelines |
iv. Classification by cross-sectional shape
| Shape | Common Standards | Applications |
|---|---|---|
| Round Pipe | ASTM A53, API 5L | Fluid transportation |
| Square Tube | EN 10219, ASTM A500 | Building structures, mechanical frameworks |
| Rectangular Tube | EN 10219, GB/T 6728 | Steel structures, furniture, vehicle manufacturing |
v. Classification by Weld Type
| Type | Features | Remarks |
|---|---|---|
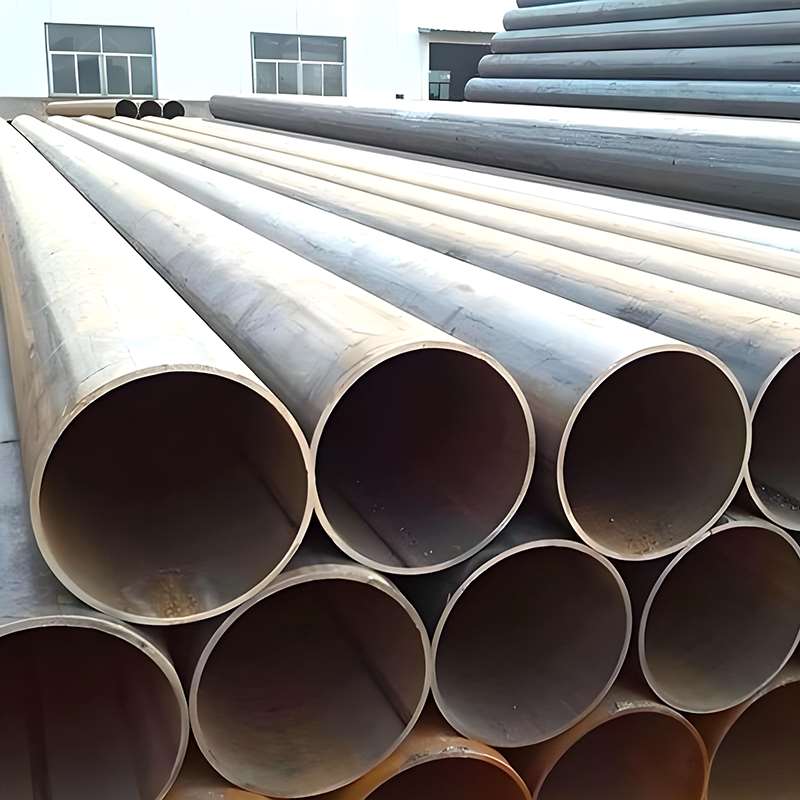
| Straight Seam ERW Pipe | Weld seam runs along the pipe axis | Market mainstream |
| Spiral Welded ERW Pipe | Weld seam is in a spiral shape | Less commonly used, mostly seen in SAW pipe category |
III. The Main Differences Between Straight Seam ERW Pipes and Spiral Welded Pipes
| Comparison Item | Straight Seam ERW Pipe | Spiral Welded Pipe |
|---|---|---|
| Welding Method | High-Frequency Resistance Welding (HFRW) | Submerged Arc Welding (SAW) |
| Weld Seam Direction | Parallel to pipe axis (straight seam) | Spiral around pipe axis (spiral seam) |
| Production Range | Small to medium diameter (≤ 24 inches) | Large diameter (24–120 inches) |
| Wall Thickness Capability | Generally ≤ 20 mm | Up to 25 mm or thicker |
| Dimensional Accuracy | High, smooth appearance | Moderate, slightly lower roundness |
| Weld Seam Length | Short, uniform stress distribution | Long, complex stress in weld zone |
| Production Efficiency | High, suitable for mass production | Low, suitable for large-diameter, thick-walled pipes |
| Main Applications | Building structures, machinery manufacturing, firefighting, medium/low-pressure fluid transportation | Long-distance oil and gas pipelines, high-pressure applications |
| Cost | Lower | Higher |













{kind=link}
{kind=link}
{kind=link}
{kind=link}